
作者:尤松玲,三宝兴业有限公司
在当今印刷行业,激烈的竞争使得用户对产品质量要求越来越高,产品质量关系着印刷企业的生存。通常,印刷企业都采用人工检测的方法,但是由于人眼长时间处于紧张状态,容易产生视觉疲劳,导致产品漏检和废品出厂的现象时有发生,最终造成用户对印刷企业投诉率长期居高不下,给印刷企业的声誉带来了不良影响。同时,印刷企业还需要配备大量的人力,这样又增加了印刷企业的生产成本,降低了企业竞争力。
人工检测通常存在以下问题:
(1)易疲劳:检测质量不稳定。
(2)主观性强:难以形成一致的检测标准。
(3)易受干扰:易受情绪、印刷品特性(如凹凸、镭射光柱)的干扰。
(4)成本高:需雇佣大量人工,人力成本不断升高。
(5)速度慢:人工检测受反应时间、疲劳等因素的影响,检测速度通常较慢。
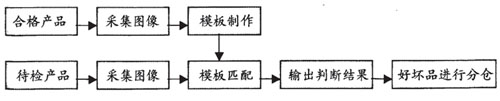
根据此流程来设计印刷品质量检测设备。此类设备采用的检测系统多是先利用高清晰度、高速摄像头拍摄标准图像,在此基础上设定一定标准,然后拍摄被检测的图像,再将两者进行对比。
CCD线性传感器将每一个像素的光量变化转换成电子信号,对比之后只要发现被检测图像与标准图像有不同之处,系统就认为这个被检测图像不合格。印刷过程中产生的各种错误,对电脑来说只是标准图像与被检测图像对比后的不同,如污迹、墨点色差等缺陷都包含在其中。最早用于印刷品质量检测的,是将标准影像与被检测影像进行灰度对比的技术,现在较先进的技术是以RGB三原色为基础进行对比。
一个典型的印刷质量检测系统包括图像采集、图像处理、信号控制、数据存储管理这四个子系统,具体如图1所示。
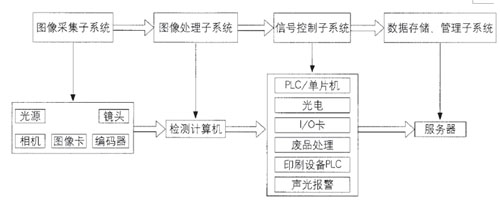
图1:典型的印刷质量检测系统。
(1)图像采集子系统是整个系统最重要的环节之一。采集图像质量的好坏直接影响到该系统检测的准确性和稳定性,大部分检测系统都采用线扫描摄像机,使用编码器进行同步编译,并且连接专用图像采集卡,以便将图像数据输送到计算机内存进一步处理。
(2)图像处理子系统是整个系统中最核心的部分。一般采用模版匹配的方式进行检测,所以基本都包括建模、训练、检测和缺陷分类这四个部分。
(3)信号控制子系统负责检测系统与外围设备进行通讯,实现控制、剔除、停机、报警等功能。
(4)数据存储管理子系统负责实时记录印品缺陷的相关信息和系统运行状况,及时发现印品出现的质量问题,统计查询缺陷种类、位置、频率、面积等信息。
(5)服务器是系统的大脑,它负责整个系统的外围控制、系统工作参数设置、板卡工作状态的切换、自学习建立模板与图像基本信息统计、确定色标位置和排列方式、采集图像和缺陷图像的存储、系统维护和系统工作日志记录等。
(6)光源包括高频电源、自然光荧光灯、光路。高频电源产生700V以上的高压使荧光灯正常启动。荧光灯工作时高频电源提供稳定的50kHz左右/380V高频脉冲电压,使其稳定发光。采用光强传感器测量荧光灯的照度调整高频光源输出功率,从而使光强进一步稳定。荧光灯必需采用D65自然光灯管,保证光谱波长处于400~750nm之间,且功率分布均匀。光路必需保证光照处在有效区域上,反射或透射光的直射光线正对CCD接收面。高频光源控制连接图如图2所示。

图2:高频光源控制连接图。
主控机通过RS485接口将各个灯的控制参数(根据被检产品的光属性确定)如每个灯的开/关、光强发送至光源控制电路,光源控制电路将这两组信号转换成一组开/关量,控制各个灯的开/关;另一组0.5~5V的模拟量控制各个灯的光强;同时,高频电源也接受测光传感器的模拟电压信号来控制光强的稳定;另外,乱反射高频光源还输出同步信号至另外两个高频电源,以控制三个光源的相位同步。
码盘、相机同步触发单元具备以下四种功能:
(1)产生外同步触发信号。
(2)双向(可逆)记录印刷品位置。
(3)接收主机请求传输信号,将位置信息传输给主机。
(4)发送控制计长信号给板卡。
标签与复卷控制单元:标签机控制含打标位置控制以及标签的编号;复卷控制主要是控制复卷机的起/停,使缺陷落在缺陷观察屏上,以便操作人员观察与分析。
声光报警装置:根据缺陷的性质与等级设定控制声光的开启/关闭。
系统优点
(1)提高产品检测精度、统一检测标准、消除人工检测存在的个体差异。
(2)提高检测速度,对产品实现全方位实时检测。
(3)一次投入,平均使用成本远远小于人工检测成本。
(4)能够对数据统计分析,方便前一道工序查找问题,为后一道工序提供依据。
(5)提高企业竞争力,为企业带来可观的效益。
前景
印刷品质量检查系统通过查找待检印刷品与标准印刷品之间的差异来查找缺陷,对检查出的缺陷进行形态分析并将其分类,便于企业管理者分析缺陷产生的原因,作出相应生产管理措施以提高产品的成品率。利用数据库,将产品检查的所有信息记录到计算机中,方便随时查询各种信息,进而提高企业的生产效率和生产管理水平。
目前离线质量检测系统在烟包和药品行业的应用较为广泛,最初离线质量检测系统的研制主要是针对钞票和烟包企业,这些行业的特点是:产品比较单一、批量较大、对于产品质量要求非常高,利用机器代替人工检测印刷品的质量,在很大程度上提高了生产效率。但是纵观整个包装印刷行业,离线质量检测系统尚未达到普及。
人工检测不可避免的弊端,必将促使企业采用先进的印刷品质量检测设备来代替人工检测,这也是提升企业竞争力的必然要求。与此同时,质量检测系统自身也需要大幅提升检测效率、检测精度,降低设备成本,促使离线质量系统在包装印刷行业快速普及。